

Nem könnyű eldönteni, hogyan kenjük a berendezéseket egy feldolgozó üzemben.Nincs általánosan elfogadott szabály, hogy ezt hogyan lehet megvalósítani.Az egyes kenési pontok utánkenési stratégiájának kidolgozásához több tényezőt is figyelembe kell vennie, mint például a csapágy meghibásodásának következményeit, a kenési ciklust, a kézi kenés lehetőségét és a normál gyártási futás közbeni utánkenés veszélyeit.
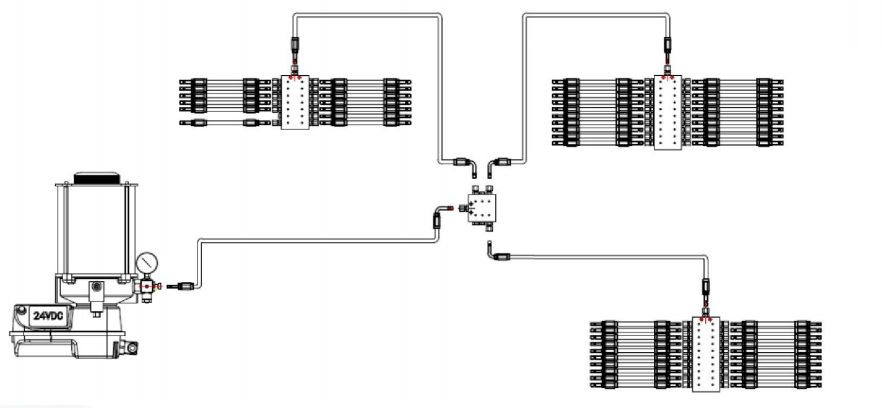
Először is beszéljünk az automatikus kenőrendszerről.Az automatikus kenőrendszereket úgy tervezték, hogy kiküszöböljék a kézi munkaerőköltségeket, miközben lehetővé teszik a gép kenését a normál gyártás során.Ezek a rendszerek minimálisra csökkenthetik a kenőanyag szennyeződésének kockázatát, elkerülhetik a kézi kenéssel kapcsolatos potenciális veszélyeket, és jobban szabályozhatják a kiadagolt kenőanyag mennyiségét.Számos rendszerkonfiguráció áll rendelkezésre, beleértve a kétsoros, egysoros volumetrikus, egysoros progresszív és egypontos rendszereket.
Vegye figyelembe, hogy a legtöbb rendszer csak a fő elosztóvezetékekben lévő nyomást figyeli, vagy azt, hogy a dugattyú elmozdult-e az adagolóban.A hagyományos rendszerek egyike sem tudja jelezni, hogy az adagoló és a kenési pont közötti kenőcső eltört-e.
Ezzel egyidejűleg gondoskodjon arról, hogy a pontba betáplált kenőanyag mennyiségét megmérjék és összehasonlítsák a beállított értékkel, vagy hogy a rezgésméréseket rendszeresen összegyűjtsék és tanulmányozzák, szükség esetén megfelelő intézkedésekkel.
Végül, de nem utolsósorban, ne hagyja figyelmen kívül a csapattagok képzését.A karbantartó személyzetnek ismernie kell az összes használt rendszertípust.A kenőrendszerek meghibásodhatnak, és javításra szorulhatnak.Ezért bölcs dolog nem keverni sok különböző rendszertípust és márkát.Ez azt eredményezheti, hogy csak néhány pontért válasszunk kétsoros rendszert, amikor az egysoros progresszív rendszer olcsóbb lenne.
Feladás időpontja: 2021.10.16